地址:河北省邢台市柏乡县经济开发区贸易路295号
手机:13603119597
13931881372
Q Q:33557952
邮箱:wxdz@188.com
网址:http://jinan.sjzwx.net/
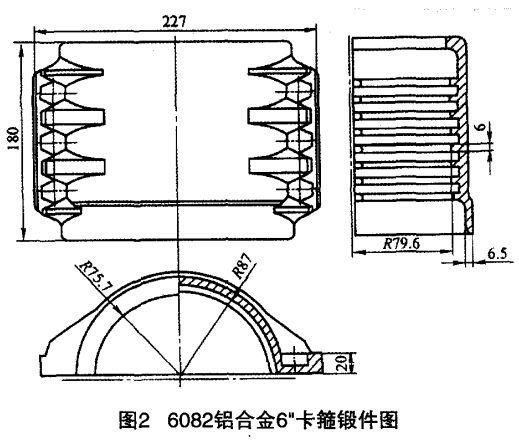
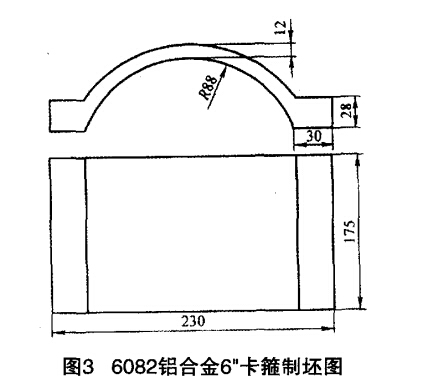
铝合金6卡箍锻造工艺实例图2和图3所示分别为铝硅镁合金系6082铝合金6卡箍的锻件图和制坯图。
6082铝合金6卡箍锻造的主要工艺流程及其工艺操作要点如下:
(1)下料:使用厚28mm,宽175mm的挤压
板料,在带锯床上截成长168mm的坯料。
(2)加热:在带强制空气循环装置的箱式电阻炉内加热,加热温度470%,保温45min。
(3)制坯:在560kg空气锤上,先将板料中间部分压薄至厚度12mm,宽度175mm不变,总长280mm,再弯曲至图3所示的尺寸和形状。
(4)加热:使用箱式电阻炉加热,加热温度470℃,保温30min。
(5)第一次模锻:在10MN摩擦压力机上进行。
(5)冷切边:在1600kN冲床上进行。
(7)酸洗:去除表面油污,暴露表面缺陷。
(8)打磨:去除飞边毛刺,清理表面缺陷。
(9)加热:使用箱式电阻炉加热,加热温度470cc,保温30min。
(1O)模锻:在10MN摩擦压力机上终锻成形。
(11)冷切边:在1600kN冲床上进行。
(12)酸洗:去除表面油污。
(13)打磨:去除飞边毛刺。
(14)热处理:T6处理,HBI>95。
(15)酸洗:使表面光亮。
(16)终检。
上一篇:大锻件有限元模型的建立
下一篇:锻件模具材料温挤成形
 返回首页
返回首页 加入收藏
加入收藏 联系我们
联系我们