走台锻造应用实例
作者:sjzwx 发布于:2015-10-27 09:13:17
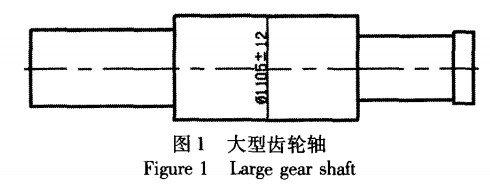
2002年,南京博大重型锻造有限公司承接了国内某大型齿轮箱厂三件齿轮轴订货,材料为17CrNiMo6,锻件大身直径尺寸超过(2j1100IBm(如图1所示),锻件实重27t多,无损检测要求不能有≥(2j1.6mm缺陷。针对如此高的技术要求,材料选购上海重型机器厂38t双真空精炼钢锭。
当年博大公司36MN水压机原配操作机的能力只有20t。除此以外,还有一台10t翻料机,虽嫌太小,但在帮助旋转方面能起一点点作用。
立足于本企业现有设备条件,根据有效压实锻造法工艺准则判断,采用走台锻造方法,对锻件的压实锻透、保证无损检测合格是不成问题的,关键在于操作过程能否顺利实现。
走台锻造使用压机走台的中部,该位置经常用来镦粗钢锭,其强度和刚度不成问题。走台锻造的方式相当于FM法拔长,使用的钢锭平均直径约1500mm,计算出锻件大身段的锻比为1.84。考虑到该材料塑性较好,所以采取不倒棱、不压钳把,直接拔长。待大变形过程结束后,先压八方,然后再去掉钢锭冒口,在底部压钳把,这样可以大大减轻坯料重量,使得成形过程容易些。为了保证充分压实锻透,在总共只有8趟的拔长过程中J,采取了每趟第一砧满砧压中间的措施。全过程一共只翻转两次180。,相当于每个方向连续拔长4趟,其中有两趟压过锻件大身1105mm尺寸,最小一次为980mm(见表1锻造工艺)。在这两次翻转时,都是用抱钳将坯料夹出,在水压机外侧翻转后,再抱回走台,继续锻造。
由于工艺设计和班组操作配合得当,这三件齿轮轴都顺利成形。需要注意的是,在最后两火的加热过程中,要控制保温时间不要太长,防止晶粒过分长大。然后,通过锻后两次正火细化晶粒加回火消除应力,锻件最后经超声检测,没有发现明显的缺陷波显示,内部质量非常理想。
上一篇:奥氏体化温度的选择
下一篇:铝合金模锻件折叠缺陷的问题分析
 返回首页
返回首页 加入收藏
加入收藏 联系我们
联系我们